![[LOGO]](/yichen/img/362f867cef7743751fe1d950f3c06c69.png)
![[LOGO]](/yichen/img/2ec7903424cbeffe2ace39b34d73c9a7.png)


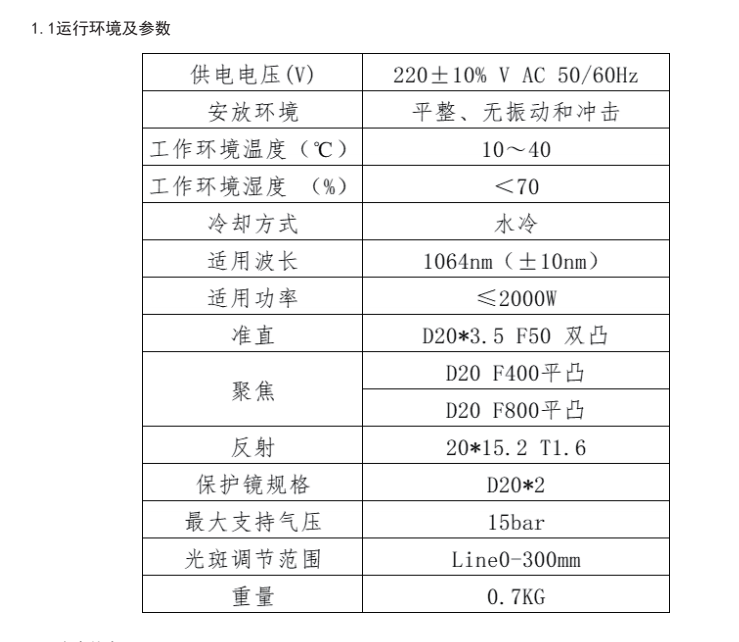
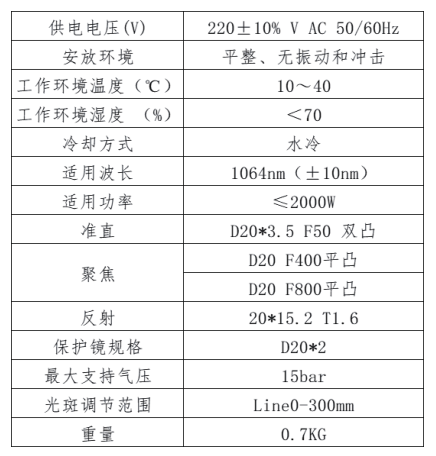
运行环境及参数
1.2注意信息
1)供电前要确保可靠接地。
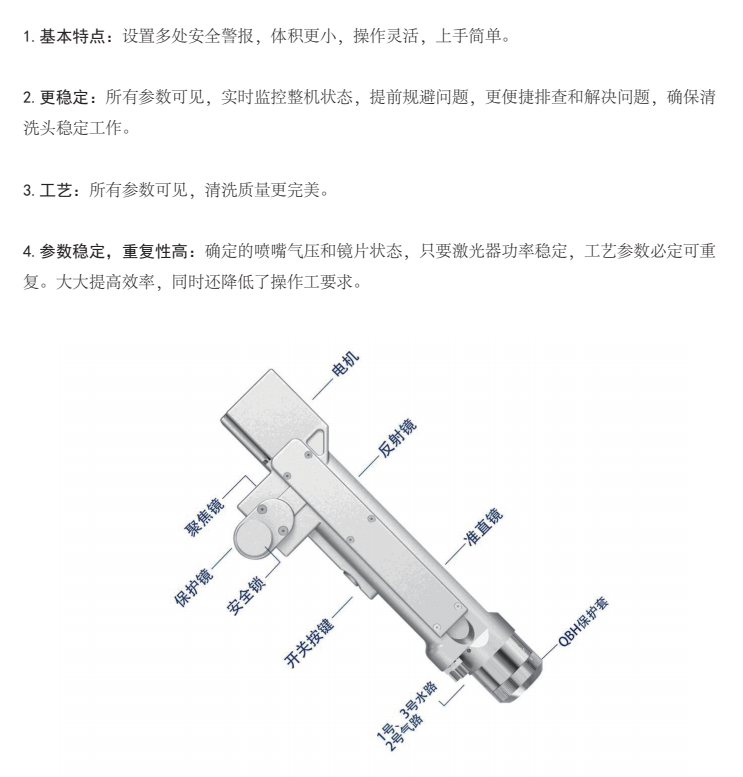
2)激光输出头是与焊接头相连接的,使用时请仔细检查激光输出头,�防止灰尘或其它污染,清
洁激光输出头时请使用专用的镜头纸。
3)如果不按本使用手册规定的方法使用设备,则有可能处于不正常工作状态而导致损坏。
4)更换保护镜时,请确保做好防护。
5)请注意:首次使用时,当红光不可见时,务必不要出光
二.安装与连接
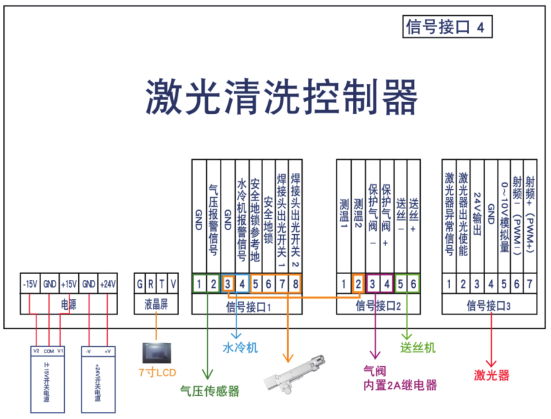
2.1控制器接线总定义(详细定义解释见下文)
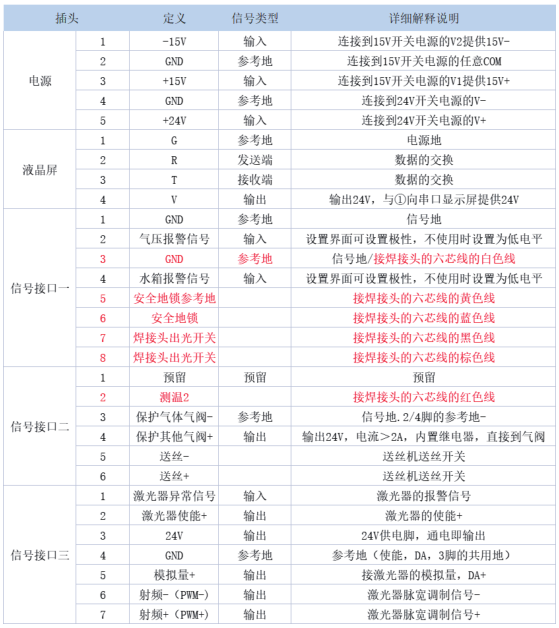
2.1.1控制器供电端
供电端使用5P接口,使用随机附带24V开关电源及15V开关电源供电
请注意15V开关电源区分正负极,V1接15V+,V2接15V-,15V开关电源上的任意COM接2号脚ND!
请注意开关电源必须接地线!
2.1.2控制器液晶屏端
液晶屏接线随机附带,直接连接即可,具体定义见上图
2.1.3控制器信号接口1
信号接口1端使用8P接口,准备信号相关
①/②脚为气压报警信号输入,如需启用(需接线),请在后台设置气压报警电平为高,否则为低
③/④脚为水箱报警信号输入,如需启用(需接线),请在后台设置水箱报警电平为高,否则为低
注意①/③任意一个接焊接头的六芯线的白色线
⑤号脚接焊接头的六芯线的黄色线
⑥号脚接焊接头的六芯线的蓝色线
⑦号脚为焊接头的出关开关,接焊接头的六芯线的黑色线
⑧号脚为焊接头的出光开关,接焊接头的六芯线的棕色线
2.1.4控制器信号接口2
信号接口2端使用6P接口,气阀和送丝相关
①脚预留脚
②脚测温脚,接焊接头的六芯线的红色线
③/④脚为气阀24V输出,控制板已经内置了继电器,可以直接接气阀
⑤/⑥脚为预留
2.1.5控制器信号接口3
信号接口3端使用7P接口,激光器相关
①号脚为激光器报警信号输入+,如需启用(需接线),请在后台设置报警电平为高,否则为低
②号脚为使能+,接激光器的使能+
③号脚为24V输出,通电后直接输出24V+
④号脚为共用地(1/2/3/5号脚的参考地)
⑤号脚为模拟量+输出,模拟量的给定
⑥号脚为PWM-调制信号
⑦号脚为PWM+调制信号
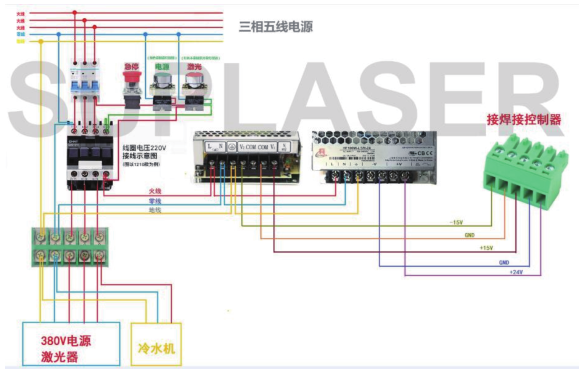
2.2控制器接线框图
注意:开关电源的地线务必有效接地!
2.3光纤输入接口
光学器件必须保持清洁,在使用之前必须清除所有灰尘,光纤插入时必须将切割头旋转90度到水
平放置,再光纤以阻止灰尘从接口掉入
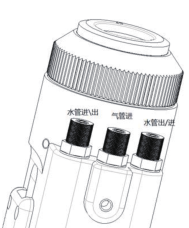
2.4保护气体及水冷机接口
水管及气管接口可安装外径6MM内径4MM的软管。
中间为气路进,两边为水路的进出管路(不分进出
方向),如下图所示:
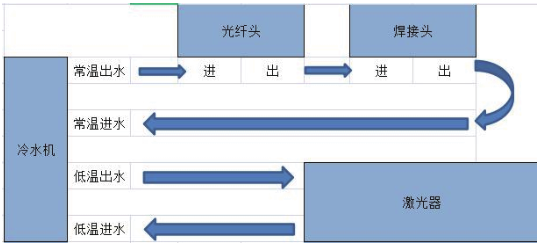
冷却系统分焊接头的水路部分和光纤头的水路部分,两者串联,如下图所示:
2.5手持清洗枪与控制盒连线接口
清洗枪与控制盒使用了三根线连接,包括:电机电源线两芯,电机信号线五芯,信号脚六根
2.51.电机电源/信号线(两根黑色)直连到焊接头的电机部分,可以拆卸(两种方案可选:1.打开
手持焊枪的电机盖和侧板2.打开控制盒均为插头)
2.52.六芯信号角使用了可拆卸航插
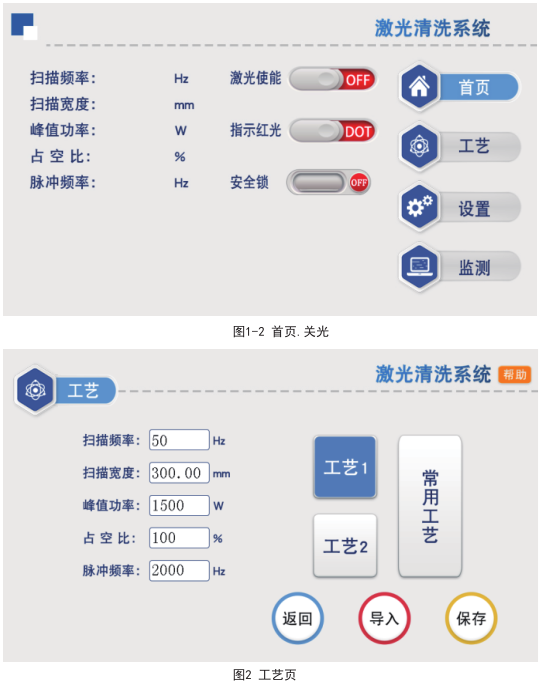
三.控制面板与操作指南
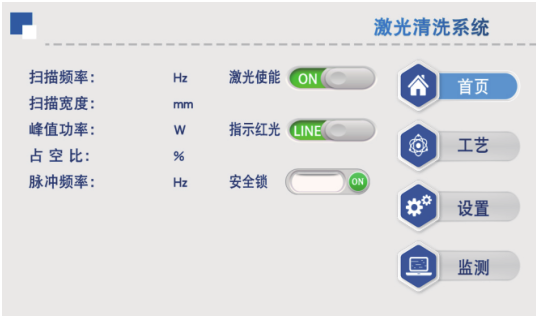
①此界面可以看到当前工艺参数(此页面不可修改工艺)及即时报警信息。
②开机状态时使能默认为ON,指示红光默认为LINE,
关闭使能时,显示“OFF”将不会给激光器发送使能信号,可用来测试出气功能
关闭红光指示,显示“DOT”电机停止摆动,此时红光为一个点,用于调整中心
③“安全锁”,当枪体“安全锁”打开时,显示为绿色“ON”可以正常出光,关闭为红色
“OFF”无法出光。
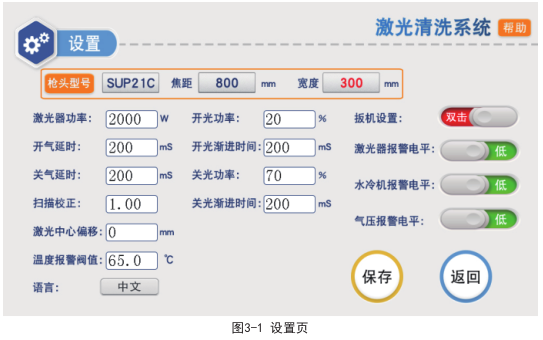
①工艺界面包含调试的工艺参数,点击框(红色)可修改,修改完毕后点击OK,然后保存在快捷
工艺,使用时点击导入即可�(修改-保存-导入)。
②扫描频率范围10-100HZ,扫描宽度范围0^300mm。
(最常用的扫描速度:50hz,宽度300mm,请注意此宽度应与您的聚焦相匹配)。
③峰值功率需小于等于参数页激光器功率(如激光器功率1000W,则此数值不高于1000)。
④占空比范围0~100(默认100,通常情况下不需要改动)。
⑤脉冲频率范围建议5-5000Hz(默认2000,通常情况下不需要改动)。
⑥点击右上方的HELP按钮可以获取更多相关参数解释。
⑦修改参数后,可在首页查看是否导入成功
⑧参考工艺,可在小程序的工艺里参考
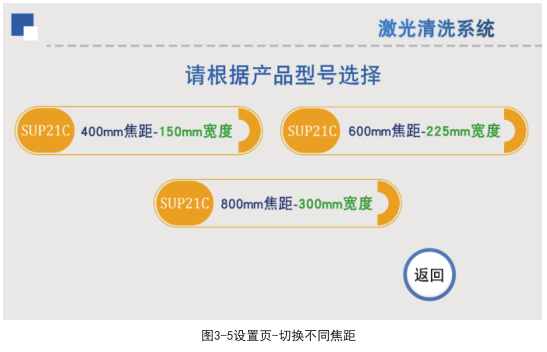
输入密码123456进入此界面
①激光器功率为使用的激光器的功率,请正确填写。
②开关气延时默认200ms,范围200ms-3000ms。
③开光时由工艺功率的百分之N1,渐进至100%;关光时由工艺功率的百分之100%,渐进至N2;(如下
图所示)。

一般预设开关光功率20%,开关光渐进时间200ms
⑤温度报警阀值最大65℃,该值设为0时,不检测温度报警。
⑥扫描校正系数范围0.01~4,系数目标线宽/测量线宽:默认为1.0。
⑦激光中心偏移-75~75mm,减小往左移,增大往右移,应用于调整红光中心
⑧气压/水冷机/激光器报警电平信号默认为低电平,当使用此报警信号时,如加装了外部气压报警
器则改成高电平有效,否则会出现异常的报警,其他报警信号同理。
⑨点击“中文”按钮,可以在语言选择栏切换为其他语言,目前标准版本支持简体中文、繁体中
文、英文、日文、韩文、俄文、德文、法文共八种。如需要其他语言版本请联系我司。

⑩此页面为设置页帮助页面,长按“恢复出厂设置”3秒,可以将设置参数全部恢复为“出厂参
数”,长按“保存为出厂设置”3秒,可以将当前设置参数设置为“出厂参数”。

点击“枪头型号”区域,可以根据选择不同聚焦对应的扫描宽度。
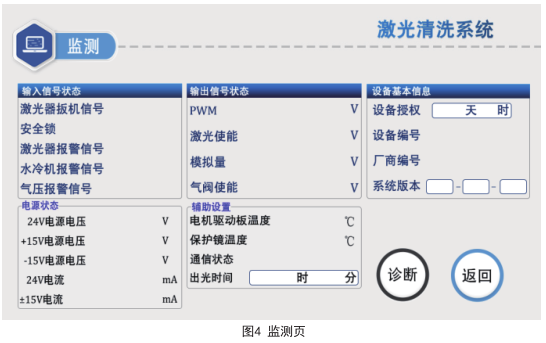
此页面显示了各信号的状态及设备信息
激光器扳机信号:当扣动扳机后,此状态由灰色变绿色生效
激光器/水冷机/气压报警信号:监测其设置的高低电平
页面中间显示了输出信号,当信号输出时,由灰色显示绿色
设备授权:可对设备进行使用时长授权,当设备使用超过其设定的时间,则显示授权终止,
出光时间:点击“设备授权”处,在密码页面输入“FFFFFFBB001”开启计时,输入“FFFFFFBB000”
清除数据并停止计时。

点击“诊断”按钮进入诊断页面。这个页面下激光器不会出光,可以通过“开关控制”控制独立输出
“PWM”“激光使能”“气阀使能”“模拟量”,对比检测值与理论值判断控制盒功能是否正常。
4.1保护镜片的保养及更换方法:
① 操作前,先用洗涤剂洗干净自己的手擦干,用粘好酒精的棉花再次擦一下自己的手擦干。
② 在相对无尘的地方拆除保护镜仓盖螺丝,抽出保护镜支架,做好防护(美纹纸盖住),检查保护
镜片(如果保护镜片表面有明显烧点,应直接更换。)
③ 随后检查保护镜片下方白色的蓄力密封圈。(如果蓄力密封圈有任何刮伤或变形都不能使用,必
须马上更换。
④ 用蘸酒精的棉球擦拭仓口及仓盖内侧,迅速将保护镜支架插入保护镜仓,锁紧螺丝。
5.1.提示激光器/水冷机/气压报警
①如未使用报警信号出现以上报警,请更改报警电平。
②如使用了报警信号出现以上报警,则检查对应设备的报警或者报警信号的高低电平是否设置错误。
5.2.屏幕不亮/点击无反应
①屏幕不亮,如果控制器已通电(风扇在转),检查控制器与屏幕的四芯线是否接线正确,第1脚与
第4脚24V电压是否正常
②如在正常使用中出现点击不灵,查看整机是否温度过高导致。
③点击无法输入,检查控制器与屏幕的四芯线是否接线正确,第2脚与第3脚是否正常,详见�2.1.2控
制器液晶屏端
④新装设备出现点击无反应可能是系统版本不匹配,重新刷程序即可,SD卡请向我司询问
5.3.加工时突然停止出光
监控界面检查扳机按钮及其他报警是否正常
清洗参数设置
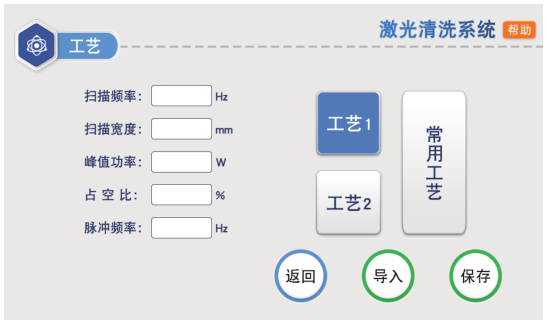
①清洗工艺
扫描频率:电机的摆动速度,范围10-100Hz,建议设置80
扫描宽度:光斑的扫描宽度,范围0-300mm,应根据实际使用的聚焦镜规格,在系统设置里选择

峰值功率:一般默认为激光器最大功率
占空比:默认100%
脉冲频率:默认2000
设置参数后,导入并返回,即可在首页的左侧看到此工艺
②焦点的确认
通过来回近远距离的扫描,在声音最大,火花最大时即为焦点,此时应按照这个距离进行清洗,能量
最强。根据使用聚焦的不同,以下做参考
F400聚焦(一般枪头到板材的距离为35-40厘米左右能量最强)
F800聚焦(一般枪头到板材的距离为65-75厘米左右能量最强)
③气体的使用
清洗的气体选择:空气不低于5公斤,三级以上过滤无油无水或使用其他惰性气体
清洗时请保持枪头到板材的距离平稳,手速保持均匀









![[x]](/yichen/img/closeicon1.png)





![[首页]](/yichen/img/homeicon1.svg)


