![[LOGO]](/yichen/img/362f867cef7743751fe1d950f3c06c69.png)
![[LOGO]](/yichen/img/2ec7903424cbeffe2ace39b34d73c9a7.png)



产品应用
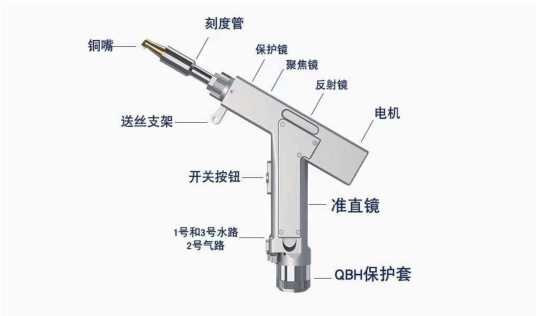
【手持焊接头技术参数】
接口类型 QBH
功率范围 000W
激光波 1064-1080nm
光斑调整 (0.2-5 ) mm
准直焦距 60mm
聚焦焦距 150mm
翩镜片 D18X2mm
冷却方式 水冷
手柄重量 0.8KG
一、产品特点
基本特点: 设置多处安全警报,体积更小,操作灵活,上手简单。
更稳定:所有参数可见,实时监控整机状态,提前规避问题,更便捷排查和解决问题,确保焊接
头稳定工作。
工艺:所有参数可见,焊接质量更完美,变形小,高熔深。 参数稳定,重复性高:确定的喷嘴气
压和镜片状态,只要激光器功率稳定,工艺参数必定可重复。大大提高效率,同时还降低了操作
工要求。
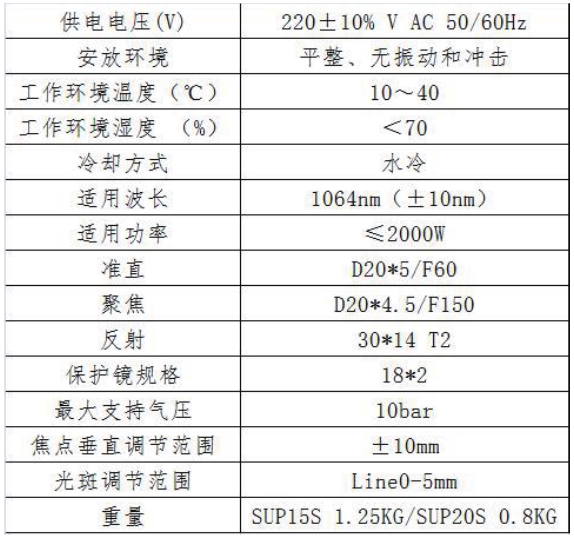
1.1 运行环境及参数
1.2 注意信息
1) 供电前要确保可靠接地。
2)激光输出头是与焊接头相连接的,使用时请仔细检查激光输出头, 防止灰尘或其它污 染,清洁
激光输出头时请使用专用的镜头纸。
3)如果不按本使用手册规定的方法使用设备,则有可能处于不正常工作状态而导致损坏。
4)更换保护镜时,请确保做好防护。
5)请注意:首次使用时,当红光无法从铜嘴时出来,务必不要出光
二、安装
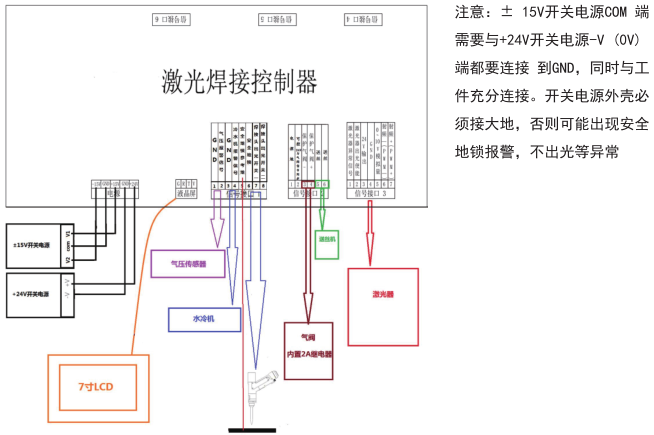
2.1 控制器接线定义
2.1.1 控制器供电端
供电端使用 5P 接口,使用随机附带 24V 开关电源及 15V 开关电源供电,请注意 15V 开关电源区分正
负极,V1 接 15V+,V2 接 15V-, 15V 开关电源上的任意 COM 接 2 号脚 GND!请注意开关电源必
须接地线!
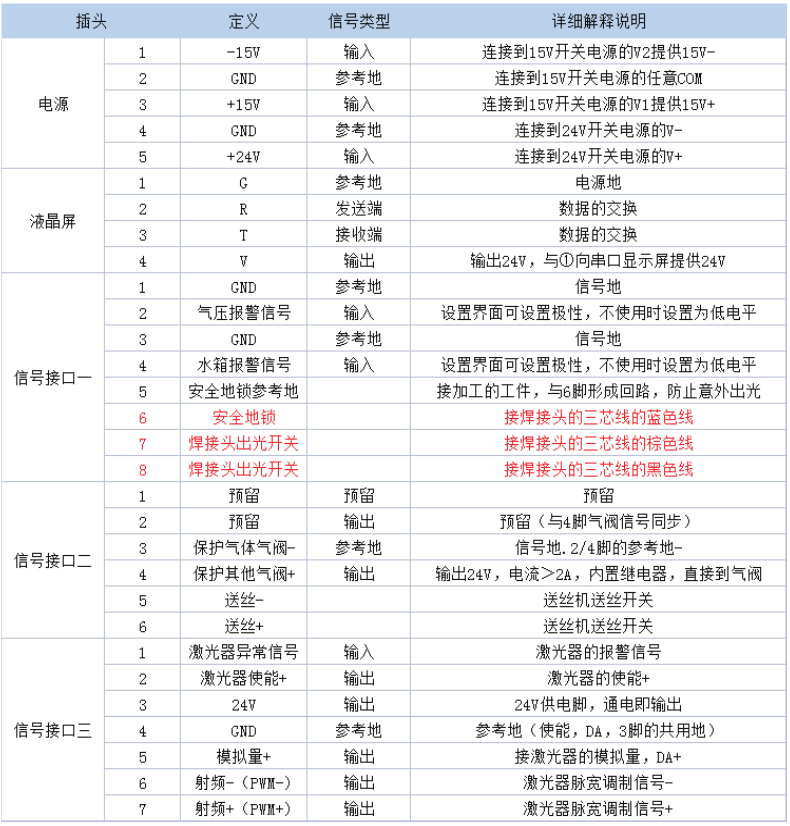
2.1.3 控制器信号接口 1
①/②脚为气压报警信号输入,如需启用 (需接线) ,请在后台设置气压报警电平为高,否 则为低
③/④脚为水箱报警信号输入,如需启用 (需接线) ,请在后台设置气压报警电平为高,否 则为低
⑤号脚为安全地锁的参考地,使用一根线直连连接到加工工件上
⑥号脚为焊接头的安全地锁,接三芯线的的蓝色线,当焊接头接触工件时,此时安全地锁 为亮
⑦号脚为焊接头的出关开关,接三芯线的的棕线
⑧号脚为焊接头的出光开关,接三芯线的的黑线,当扣动扳机后,扳机按钮为亮
请注意,只有当无报警,且安全地锁及扳机按钮信号亮的时候,后续端口的输出信号才会 发出
2.1.4 控制器信号接口 2
信号接口 2 端使用 6P 接口,气阀和送丝相关
①预留脚
②预留脚(与4脚信号同步 )
③/④脚为气阀 24V 输出,接气阀
⑤/⑥脚为送丝机信号线,接送丝机的信号口,不分正负
2.1.5 控制器信号接口 3
①号脚为激光器报警信号输入+,如需启用,请在后台设置气压报警电平为高
②号脚为使能+,接激光器的使能+
③号脚为 24V 输出,通电后直接输出 24V+
④号脚为共用地(1/2/3/5 号脚的参考地)
⑤号脚为模拟量+输出,模拟量的给定
⑥号脚为 PWM-调制信号
⑦号脚为 PWM+调制信号
2.2 控制器接线框图
2.3 光纤输入接口
光学器件必须保持清洁,在使用之前必须清除所有灰尘,光纤插入时必须将切割头旋转 90 度到水
平放置,再光纤以阻止灰尘从接口掉入
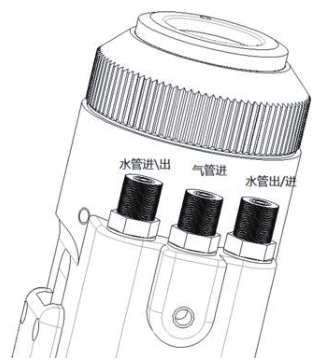
2.4 保护气体及水冷机接口
水管及气管接口可安装外径 6MM 内径 4MM 的软管。中间为气路进,两边为水路的进出 管路 (不
分进出方向) ,如下图所示:
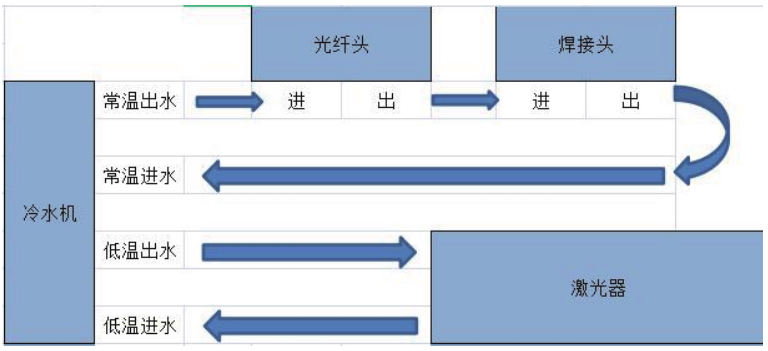
冷却系统分焊接头的水路部分和光纤头的水路部分,两者串联,如下图所示:
2.5 焊接枪与控制盒连线接口
焊接枪与控制盒使用了三根线连接,包括: 电机电源线两芯,电机信号线五芯,安 全地锁及扳机
按钮线三芯电机电源/信号线 (两根黑色) 直连到焊接头的电机部分,可以拆卸 (两种方案可 选:1.
打开手持焊枪的电机盖和侧板 2.打开控制盒 均为插头 )安全地锁及扳机按钮三芯线使用了可拆卸
航插:安全地锁及按钮线,其中 1 蓝,2 黑,3 棕 (接信号接口 1 的 6/7/8 脚,详见上方控制盒接线
定义)
2.6 送丝机的安装
电路接线总定义
2.1.1整机提供了三芯航插头,与送丝机尾部的三芯航插相连,提供220V供电(1脚火线.2脚零线.3
脚地线)
2.1.2整机提供了两芯航插头,与控制系统的送丝端口相连,提供送丝信号(无源触点,短接即送
丝)
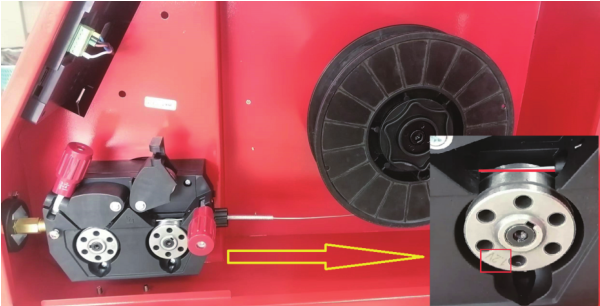
2.2焊丝盘/送丝轮的安装
2.2.1.焊丝为普通焊丝,常见的有5KG-30KG都可以安装,但不要使用药芯焊丝
2.2.2.通过内六角来调整滚轮的力度,使其不要太紧或者太松,送丝时没有卡顿即可(通常情况不
必调整)
2.2.3.调整好以后盖住
2.2.4.送丝轮一共两个,两面为不同的型号,对应着不同的芯径,请务必对应安装,如安装1.2焊丝,
则送丝轮标识1.2的一面在外面
2.2.5.安装时一定要把焊丝卡在卡槽内然后再夹紧
三、送丝管的安装
3.1.1送丝管锁紧螺丝松开,插入合适的位置后锁紧即可
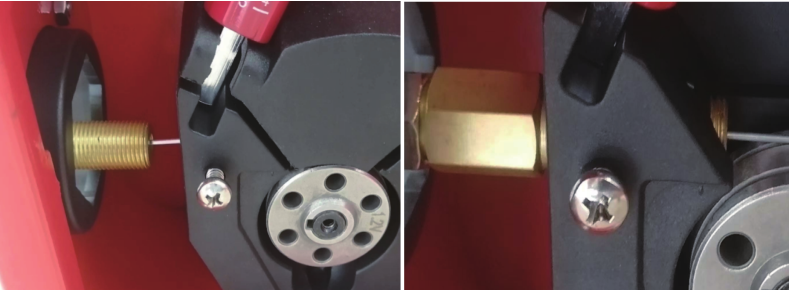
3.2.1以上操作链接后,手动送丝直至焊丝出来以后安装导丝管,并确认导丝嘴与刻度管的距离

1)“连续模式”表示送丝当前为“连续模式”,点击按键连续模式可切换为“脉冲模式”
2)“送丝速度”控制焊接时的送丝快慢。范围15~600cm/min,可以点击“数字”由键盘直接输入,
也可以通过“箭头”快速调节。注:“送丝速度”不等于“手动送丝速度”。
3)“手动送丝”控制手动送丝时的电机快慢,通常用于设备日常调试。范围15~600cm/min,持续
按压“手动送丝”由蓝色变为绿色,电机持续以“手动送丝速度”送丝,松开按键则停止送丝。
4)“手动回抽”控制手动回抽时的电机快慢,通常用于设备日常调试。范围15~600cm/min,持续
按压“手动回抽”由蓝色变为绿色,电机持续以“手动回抽速度”回抽,松开按键则停止回抽。
5)“运行”、“停止”控制送丝机切换工作状态。点击“运行”,由黑色变为绿色,同时“停止”
变为黑色。此时为“运行”状态,电机可以正常送丝。点击“停止”,由黑色变为红色,同时“
运行”变为黑色。此时为“停止”状态,电机停止动作,无法进行任何送丝或者回抽。
6)“送丝指示灯”显示焊接时的送丝状态。当按下焊枪扳机送丝机进行送丝时,“指示灯”由黑
色变为绿色,表示送丝机运转正常。注:只有焊接时“指示灯”才会显示绿色,“手动送丝”、
“手动回抽”均不会改变“指示灯”状态。
7)“首页”当前屏幕显示的是送丝机系统首页,点击无效。
8)“设置”点击可切换至“连续模式设置页”。
三.控制面板与操作指南 (以下为 V3.3 版本)
3.1 操作概括与操作指南
SUP 系列的的操作面板主要由触摸屏、控制盒组成。触操作界面主要首页、工艺、设置、 监测等
几个部分。
3.1.1 触摸屏操作主画面
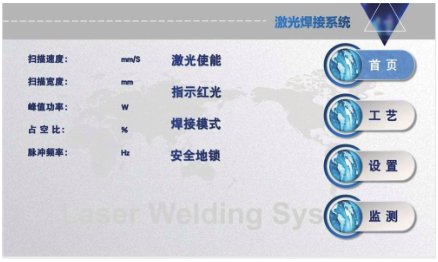
①此界面可以看到当前工艺参数及即时报警信息。
②开机状态时激光使能及指示红光为 ON。
③安全地锁通常为灰色,当焊接头接触到加工工件时,变成绿色可加工状态。
④焊接模式选择,默认为连续。当设置为点焊时,可以断续出光,用于点焊操作,方便因 人为不
好控制点焊时间,此功能需按需设置 (V3.3 版本即以上功能)
3.1.2 工艺操作主画面

①工艺界面包含调试的工艺参数,点击框可修改,修改完毕后点击 OK,然后保存在快捷工 艺,
使用时点击导入即可 (修改-保存-导入) 。
②扫描速度范围 2-6000mm/S,扫描宽度范围 0^5mm。扫描速度受到扫描宽度的限制,该限制 关系
是:10≤扫描速度/(扫描宽度*2) ≤1000 如果超过限制,则会自动变为极限值。扫描 宽度设为 0 时,
则不会扫描(即点光源) (最常用的扫描速度:300mm/S,宽度 2.5mm) 。
③峰值功率需小于等于参数页激光器功率 (如激光器功率 1000W,则此数值不高于1000) 。
④占空比范围 0~100 (默认 100,通常情况下不需要改动) 。
⑤脉冲频率范围建议 5-5000Hz (默认 2000,通常情况下不需要改动) 。
⑥点击右上方的 HELP 按钮可以获取更多相关参数解释。
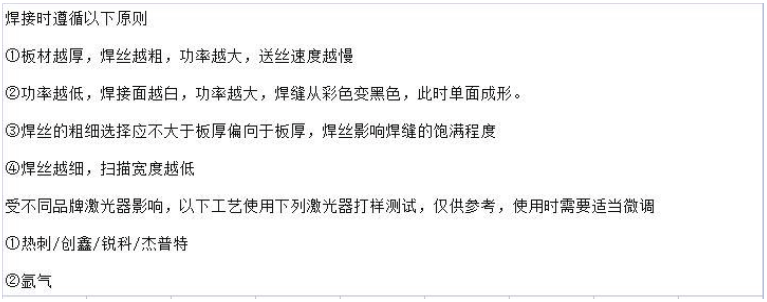
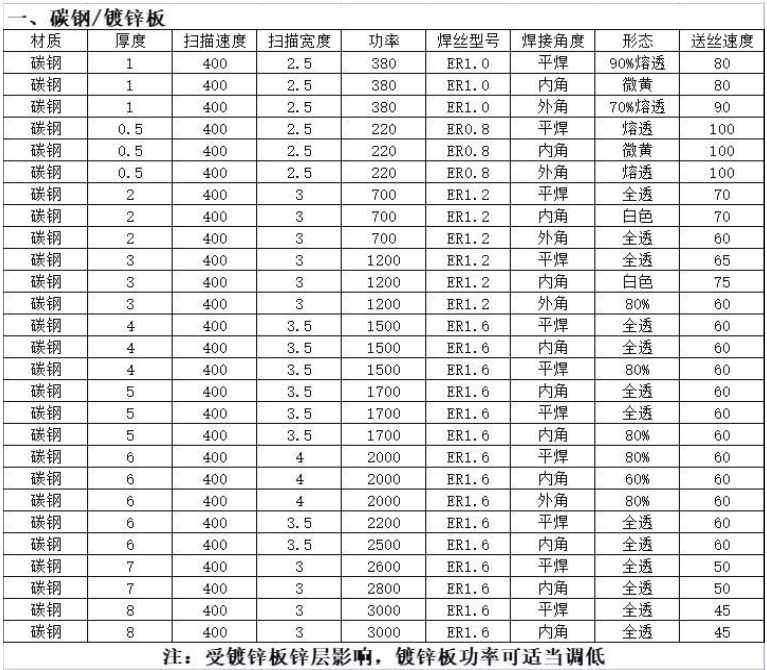
工艺参考 ( 以实际为准,下列仅供参考 )

3.1.3 设置操作主画面

①激光器功率为使用的激光器的最大功率。
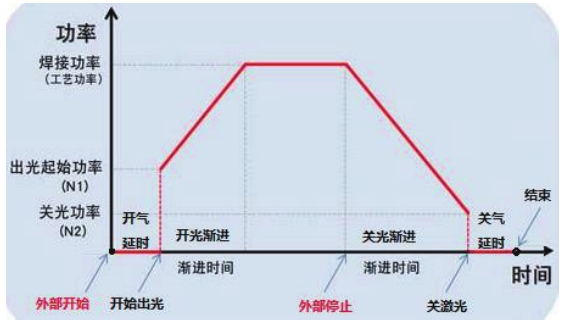
②开关气延时默认 200ms,范围 200ms-3000ms。
③开光时由工艺功率的百分之 N1,渐进至 100%;关光时由工艺功率的百分之 100%, 渐进至 N2; (如
下图所示)。
④送丝延时补偿即相对于出光信号的送丝提前时间,可配合回抽功能使用。
⑤温度报警阀值最大 70℃,该值设为 0 时,不检测温度报警。
⑥扫描校正系数范围 0.01~4,系数目标线宽/测量线宽:一般为 1.25。
⑦激光中心偏移-3~3mm,减小往左移,增大往右移。
⑧报警电平信号为默认,屏蔽报警可直接更改为对应的电平检测。
⑨点焊持续时间为当扣动扳机后的出光时间,即即使松开按钮,依然会按照出花时间来出 光 (V3.3
版本即以上功能)
⑩点焊间隔时间为扣动扳机按钮后,两次点焊之间的停光时间(V3.3 版本及以上功能)
⑧点击右上方的 HELP 按钮可以获取更多相关参数解释。
3.14 监控主界面
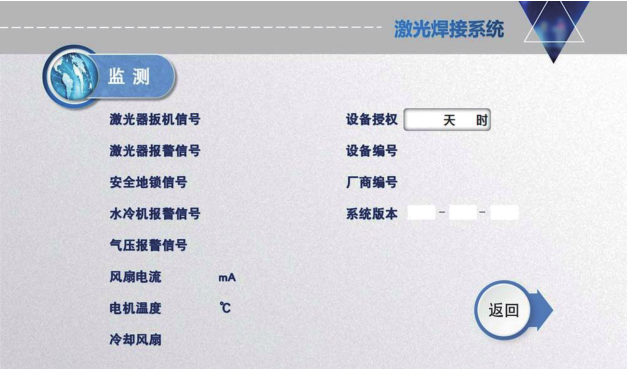
此界面显示了各检测信号的状态及设备信息
点击设备授权可进入授权使用时长界面,输入密码后可对系统进行可使用时长的授权授权加密与
解密方法一致:
4.1 保护镜片的保养及更换方法:
① 激光焊接的加工工艺特点,需定期维护镜片,如果发现焊接效果不好,检查保护 镜片有脏污,
需及时更换保护镜片。
② 镜片的清洗技术极其重要,清洗得不好轻则导致镜片性能下降,重则导致镜片 坏。所以清洗镜
片时,一定要非常小心。
③ 操作前,先用洗涤剂洗干净自己的手擦干,用粘好酒精的棉花再次擦一下自己的 手擦干。
④ 清洗之前先准备好吹气球 (皮老虎) ,钟表一字一套,防尘不粘胶带,无水脱脂 棉 (细棉) ,
99%以上工业酒精,指套或橡胶手套,擦镜纸。
⑤ 在相对无尘的地方拆除保护镜仓盖螺丝,抽出保护镜支架,检查保护镜片,如果 保护镜污染,
必须用擦镜纸蘸无水酒精擦拭干净。 (如果保护镜片表面有明显烧点,应直 接更换。)
⑥ 随后检查保护镜片下方白色的蓄力密封圈。
(如果蓄力密封圈有任何刮伤或变形都不能使用,
必须马上更换。
⑦ 用蘸酒精的棉球擦拭仓口及仓盖内侧,迅速
将保护镜支架插入保护镜仓,锁紧螺。
1.1 运行环境及参数
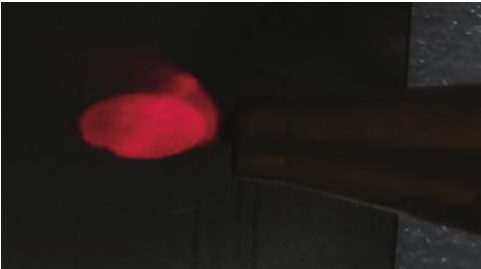
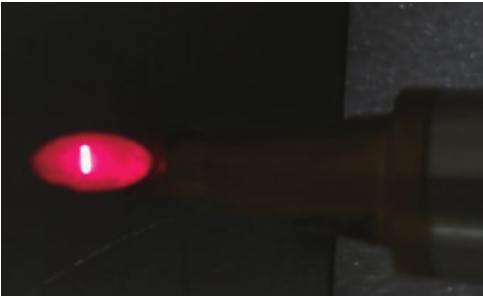
4.2 激光中心调节方法 (倾斜视角)
当红光无法完全从铜嘴中出来时,此时需要手动进行调整,防止烧坏铜嘴
请注意:首次使用时,当红光无法从铜嘴时出来,务必不要出光
①如下图所示,此时看不到红光完全从铜嘴出来
② 我们需要拆掉后盖,可以看到四个调整螺丝,根据视频来调整中心
③最后,达到这种效果即可
④微小的左右偏差可通过设置面板激光中心偏移来设置
5.1.提示激光器/水冷机/气压报警
①如未使用报警信号出现以上报警,请更改报警电平。
②如使用了报警信号出现以上报警,则检查对应设备的报警或者报警信号的高低电平 是否设置错误
5.2.屏幕不亮/点击无反应
①屏幕不亮,如果控制器已通电 (风扇在转) ,检查控制器与屏幕的四芯线是否接线 正确,第 1 脚与
第4 脚 24V 电压是否正常
②如在正常使用中出现点击不灵,查看整机是否温度过高导致。
③点击无法输入,检查控制器与屏幕的四芯线是否接线正确,第 2 脚与第 3 脚是否正 常,详见 2.1.2
控制器液晶屏端
④新装设备出现点击无反应可能是系统版本不匹配,重新刷程序即可,SD 卡请向我司 询问
5.3.不出光
①监控界面可排除其他的报警,当焊接头接触到要加工的工件上时,安全地锁为绿色 显示,此时可
加工,如果为灰色,则检查安全地锁的连线是否正常。
即检查所有的准备信号是否正常
通常出气送丝不出光为激光器故障或接线有问题,如果不出气也不送丝则有可能是准 备信号问题,
详见:2.1.3 控制器信号接口 1
5.4.加工时突然停止出光
监控界面检查安全地锁及其他报警是否正常,同时检查温度是否超过温度报警阈值。
5.5.红光偏
详见 4.2 激光中心调节方法
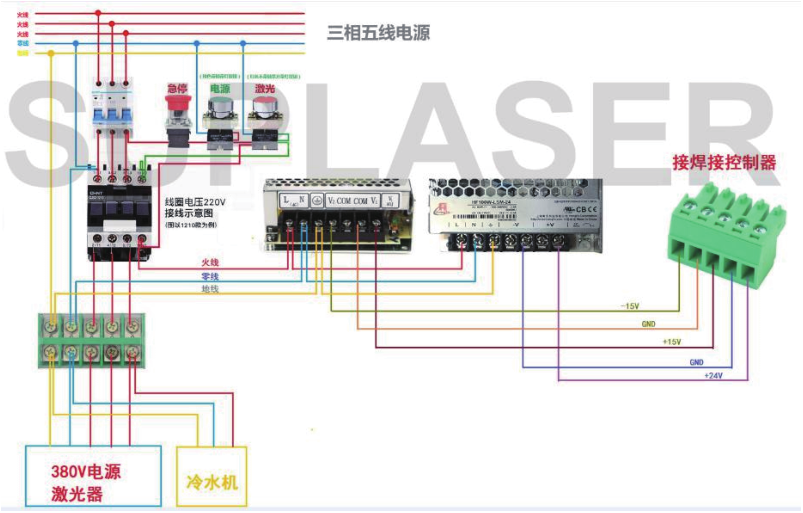
激光焊接机三相电源接线参考
注意:两相或三相电取决于激光器和冷水机所需的供电电源,而非线束量
警告:请务必不要私自移机/安装,准备前请联系我司售后提供整机供电定义,并整机必须 接地!!









![[x]](/yichen/img/closeicon1.png)





![[首页]](/yichen/img/homeicon1.svg)